La Conception
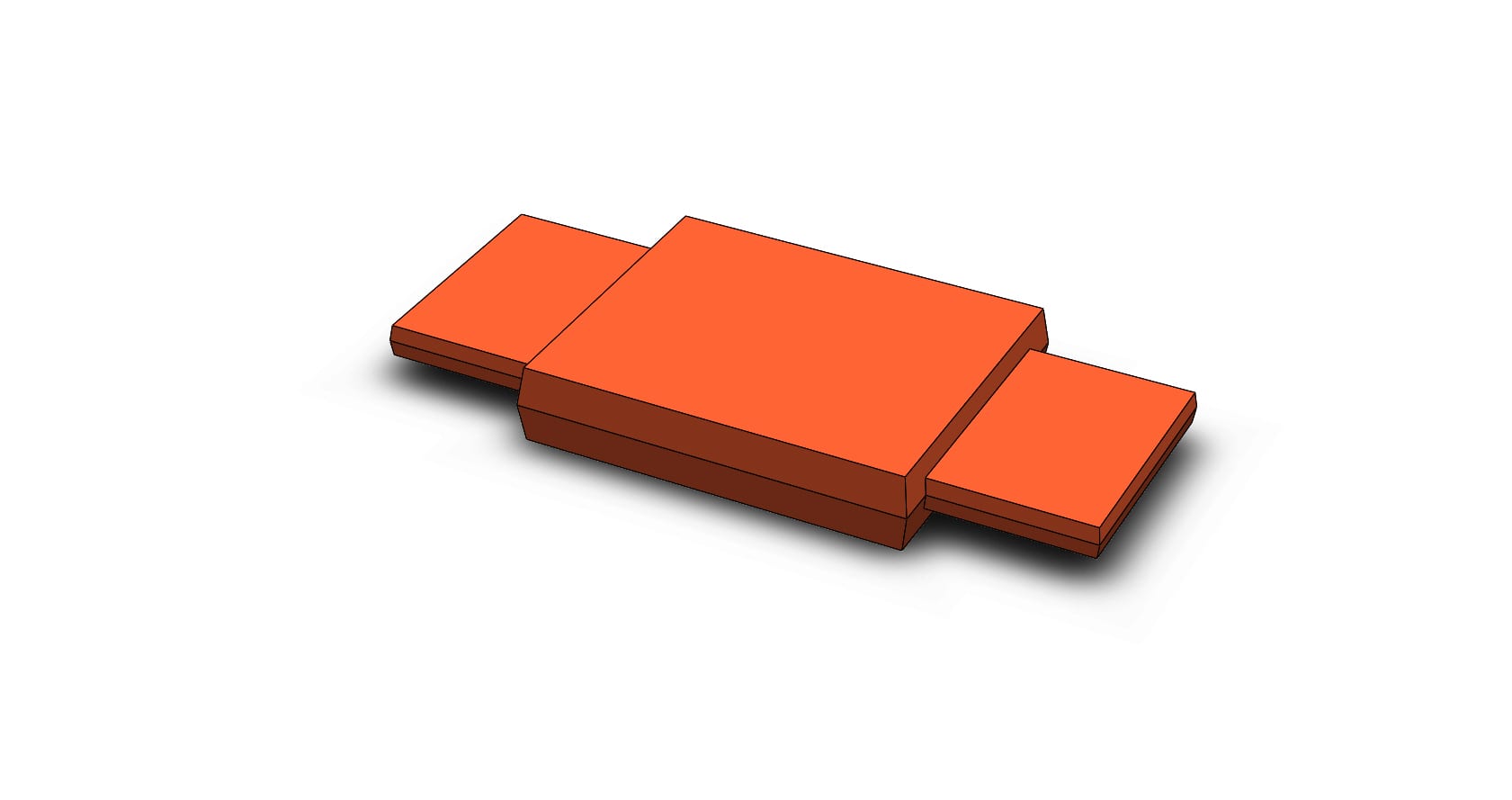
La conception d’une pièce réalisée avec les technologies de la fonderie et du matriçage doit tenir compte dès le départ des contraintes du processus de fabrication. Ainsi, le concepteur doit imaginer la meilleure façon de réaliser cette pièce pour prendre le projet de la bonne façon. N’oublions pas que le but d’une bonne étude est d’avoir in fine le prix de réalisation de la pièce le plus compétitif possible. Imaginons la pièce fonctionnelle suivante à concevoir.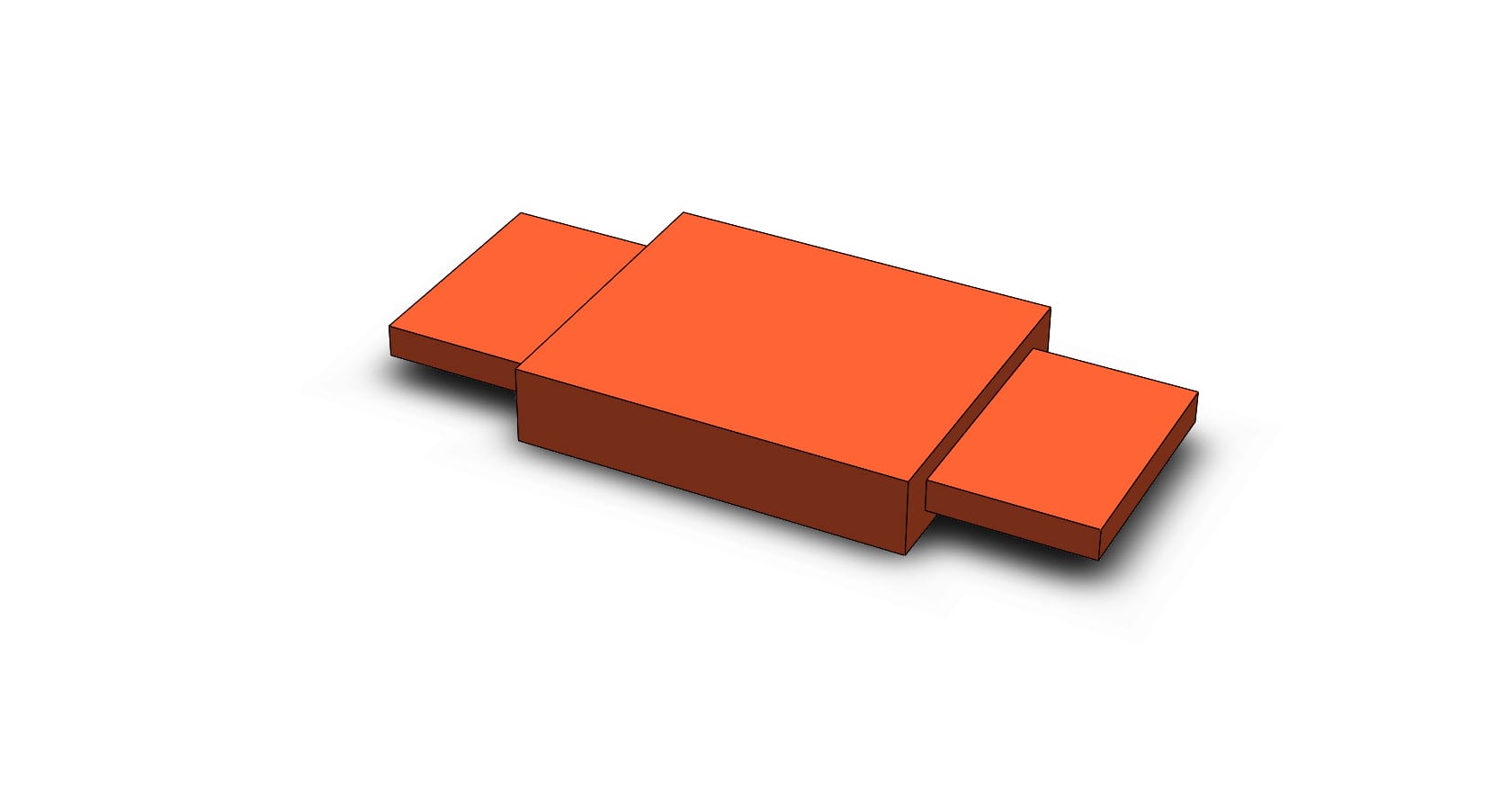 Ainsi un outillage est toujours au moins en deux partis. La surface de jonction entre les deux parties défini le plan de joint de la pièce. En générale, le plan de joint est dans le sens le plus large et le moins profond de la pièce. Une autre façon de la dire, la forme de la pièce est plutôt coucher que debout dans son plan de joint.
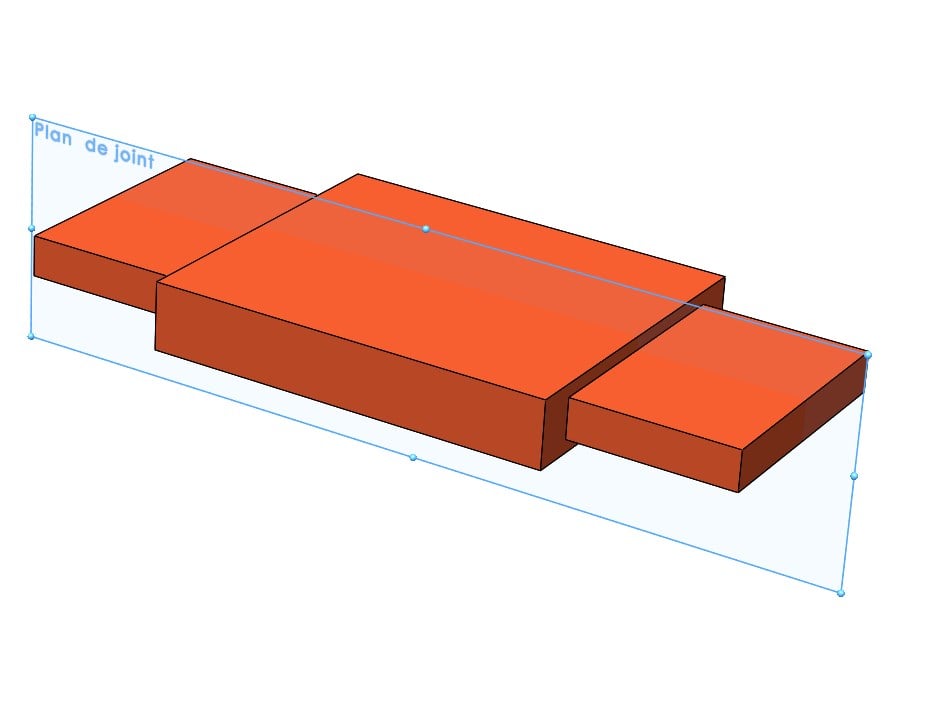
Ainsi un outillage est toujours au moins en deux partis. La surface de jonction entre les deux parties défini le plan de joint de la pièce. En générale, le plan de joint est dans le sens le plus large et le moins profond de la pièce. Une autre façon de la dire, la forme de la pièce est plutôt coucher que debout dans son plan de joint.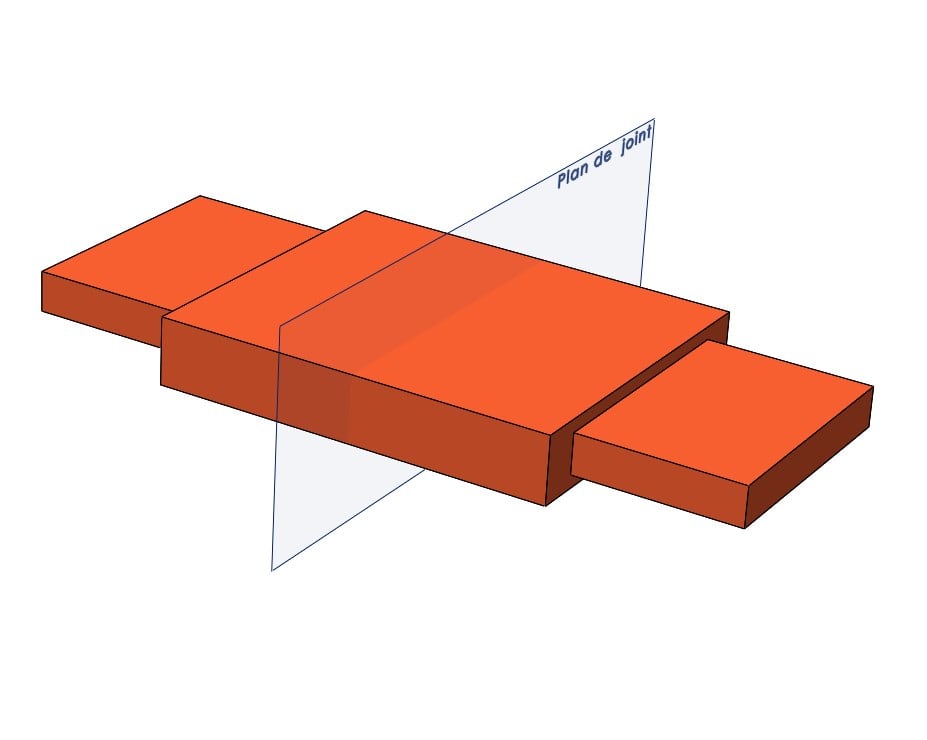
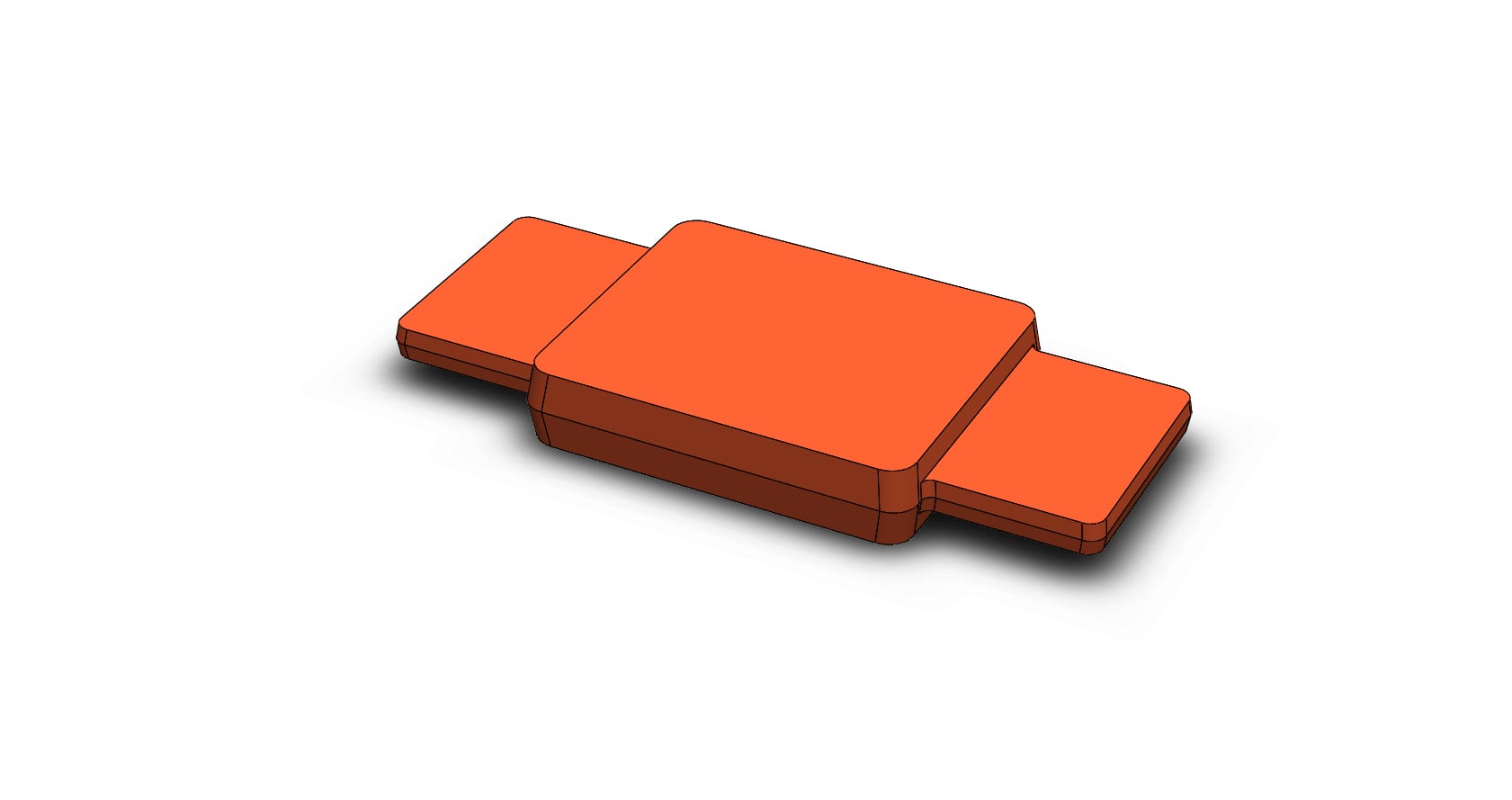
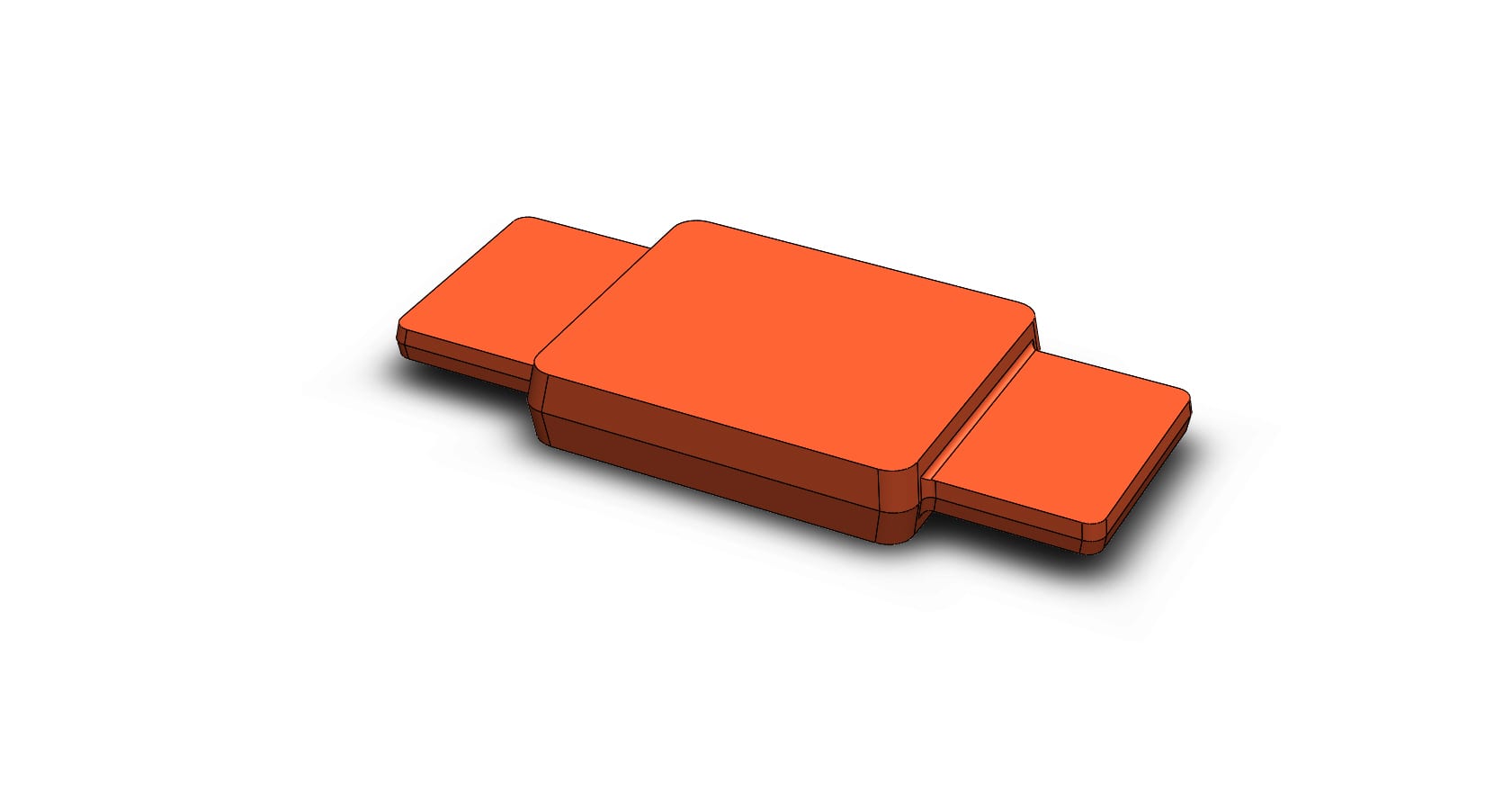
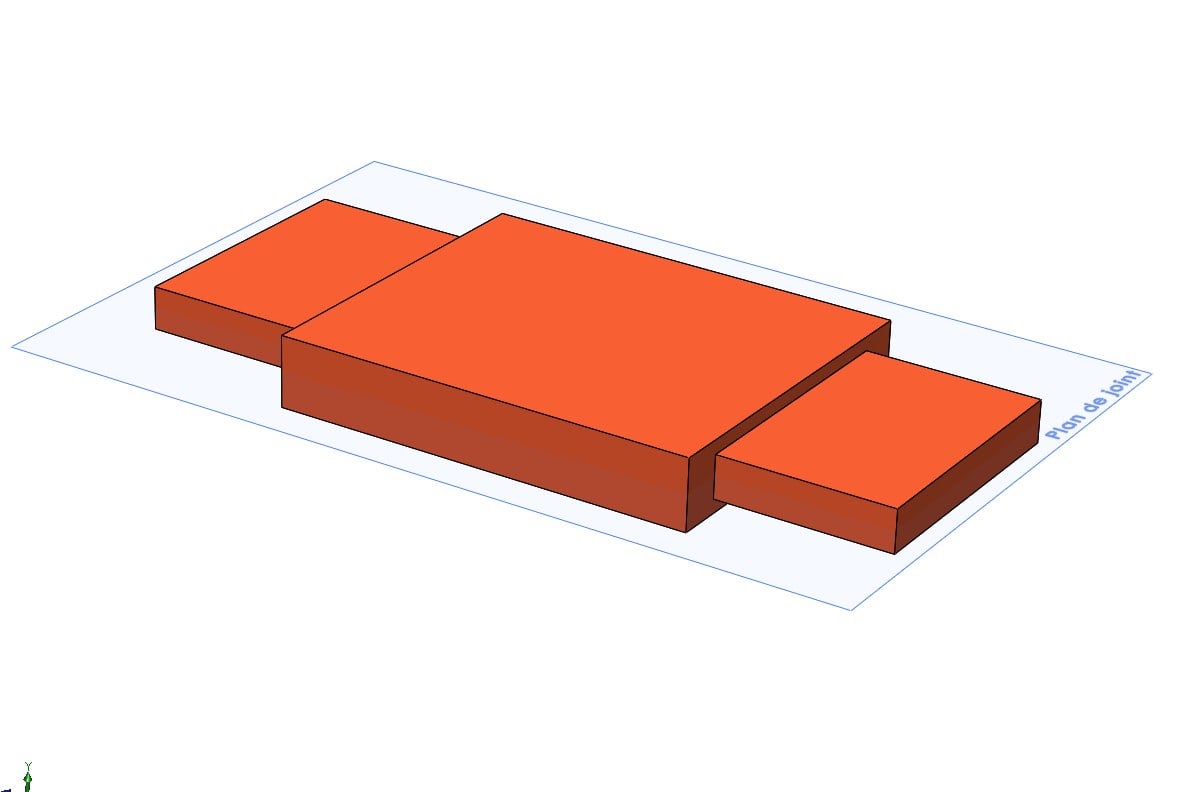 Le troisième plan de joint est la plus naturel et est retenu si l’application de la dépouille ne nuit pas à la fonctionnalité de la pièce. De ce plan de joint vont partir les dépouilles (pentes par rapport à l’axe d’ouverture) qui permettent à la pièce d’être extraite de l’outillage sans être déformée. Pour prévenir l’usure des outillages, il faut appliquer des rayons de forme à la pièce qui vont diminuer les tensions de pression dans les angles. Ces rayons ont une influence très importante sur l’apparition des fissures dans les empreintes de moule au fil de la production.
Le troisième plan de joint est la plus naturel et est retenu si l’application de la dépouille ne nuit pas à la fonctionnalité de la pièce. De ce plan de joint vont partir les dépouilles (pentes par rapport à l’axe d’ouverture) qui permettent à la pièce d’être extraite de l’outillage sans être déformée. Pour prévenir l’usure des outillages, il faut appliquer des rayons de forme à la pièce qui vont diminuer les tensions de pression dans les angles. Ces rayons ont une influence très importante sur l’apparition des fissures dans les empreintes de moule au fil de la production.
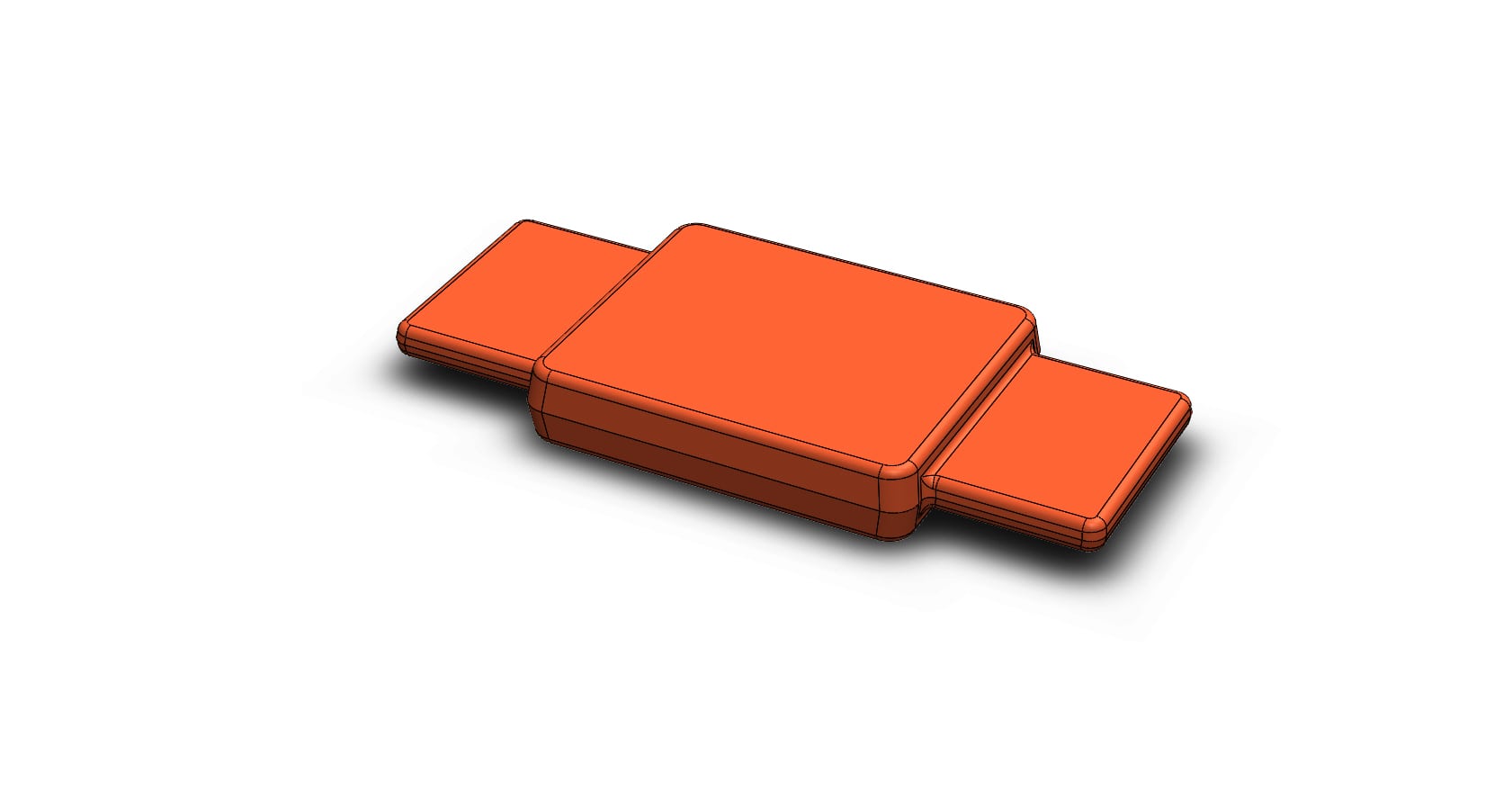
Le processus ici:
| Type de production | Dépouille Normale | Dépouille Minimale | Rayon mini |
| Fonderie sous-pression laiton | 1°30 à 2° | 1° | R2 |
| Fonderie sous-pression aluminium | 1°30 | 1° (0°3 localement) | R1 |
| Fonderie sous pression zamak | 1°30 | 1° (0°3 localement) | R0.5 |
| Fonderie coquille aluminium | 2°30 à 5° | 2° Pce mince | R1 |
| Fonderie coquille aluminium | 2°30 à 5° | 2° Pce massique | R3 |
| Matriçage laiton | 1°30 à 3° | 1° localement | R1 |
| Matriçage cuivre | 1°30 à 3° | 1° localement | R1.5 |
| Matriçage aluminium | 1°30 à 3° | 1° localement | R2 |
| Matriçage bronze | 1°30 à 3° | 1° localement | R1.5 |