
Conception
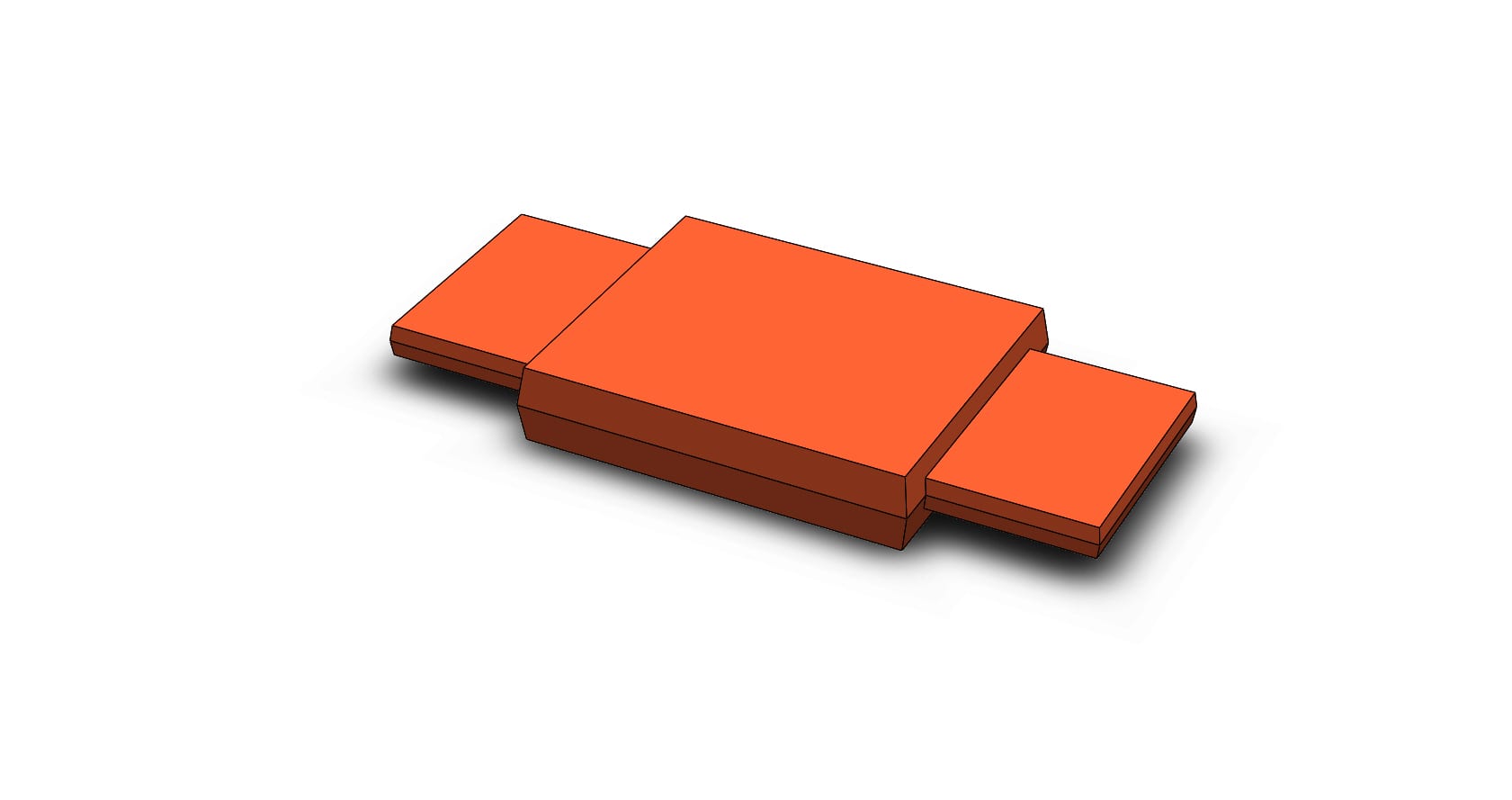
The design of a part made with foundry and hot-forging technologies must take into account, from the outset, the constraints of the manufacturing process. Thus, the designer must imagine the best way to realize this piece to handle the project the right way. Let us not forget that the aim of a good study is to have ultimately the realization price of the most competitive piece possible. Let us imagine the following functional part to be conceived.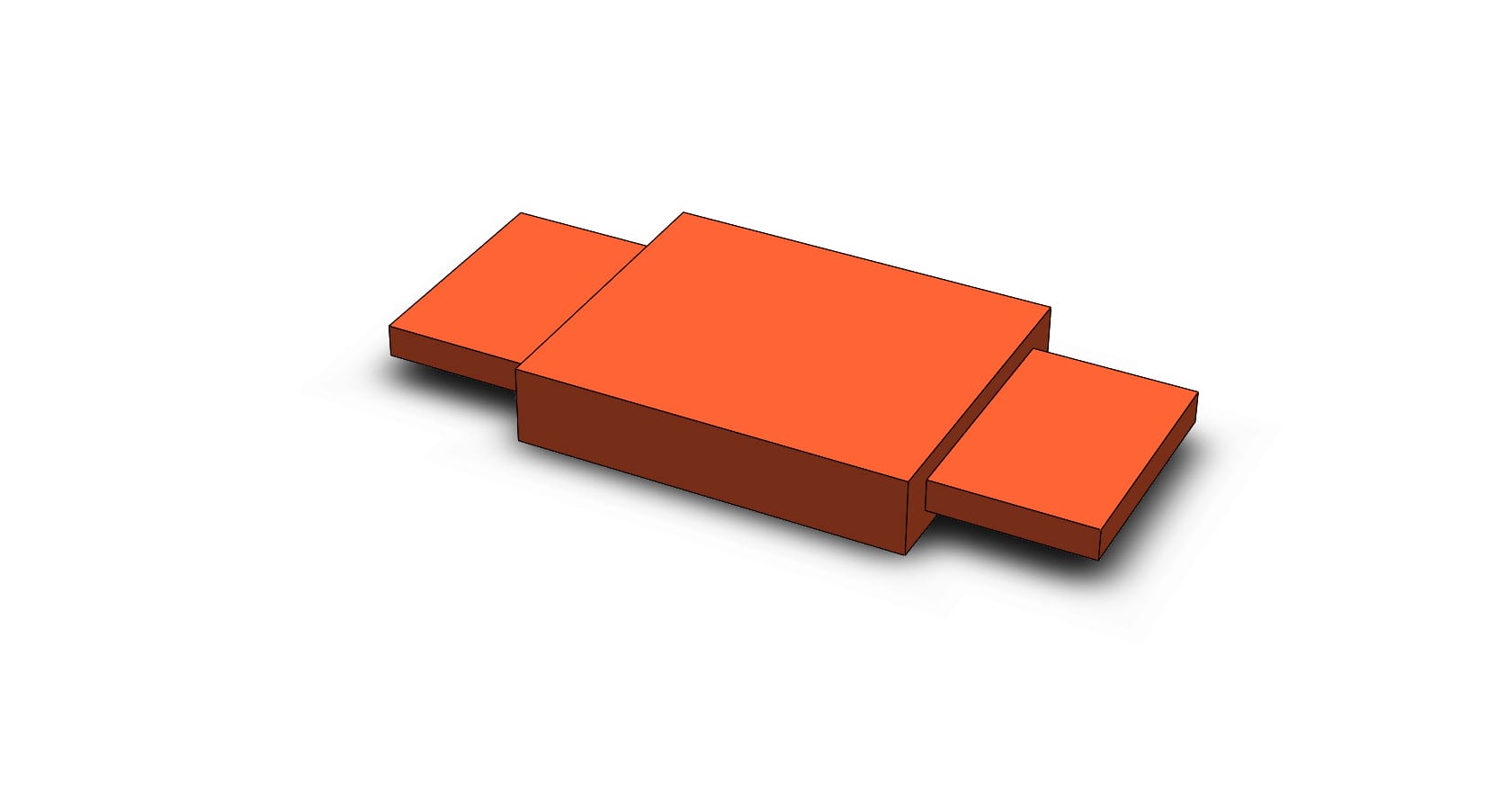 Thus a tool is always at least in two parties. The junction surface between the two parts defines the joint plane of the part. In general, the joint plane is in the widest and shallowest direction of the workpiece. Another way of saying it, the shape of the room is rather sleeping than standing in its joint plane.
Thus a tool is always at least in two parties. The junction surface between the two parts defines the joint plane of the part. In general, the joint plane is in the widest and shallowest direction of the workpiece. Another way of saying it, the shape of the room is rather sleeping than standing in its joint plane.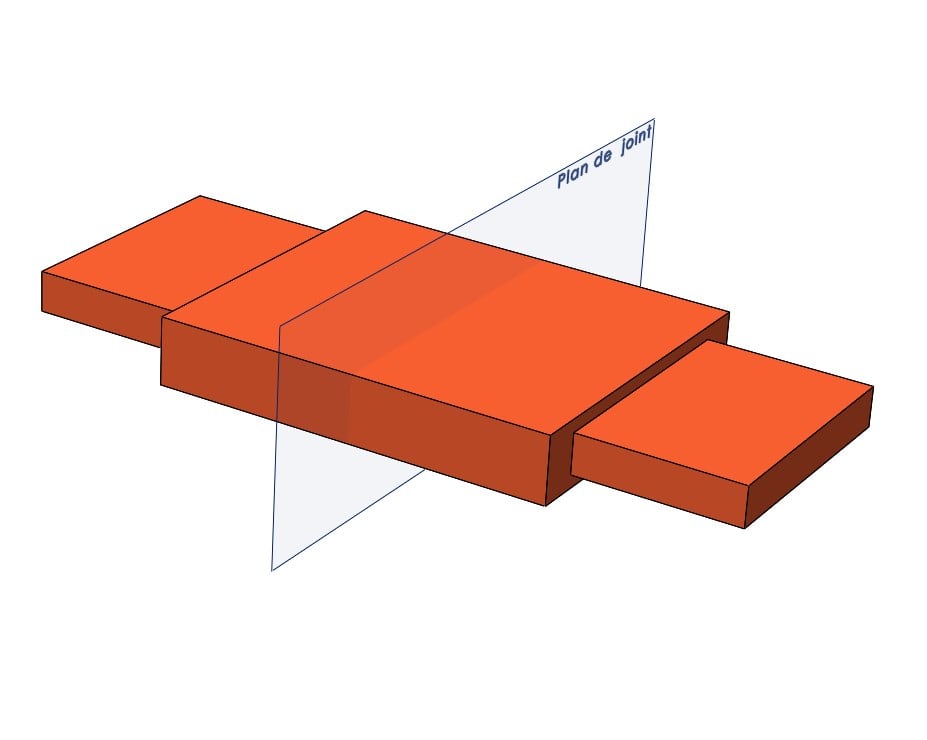
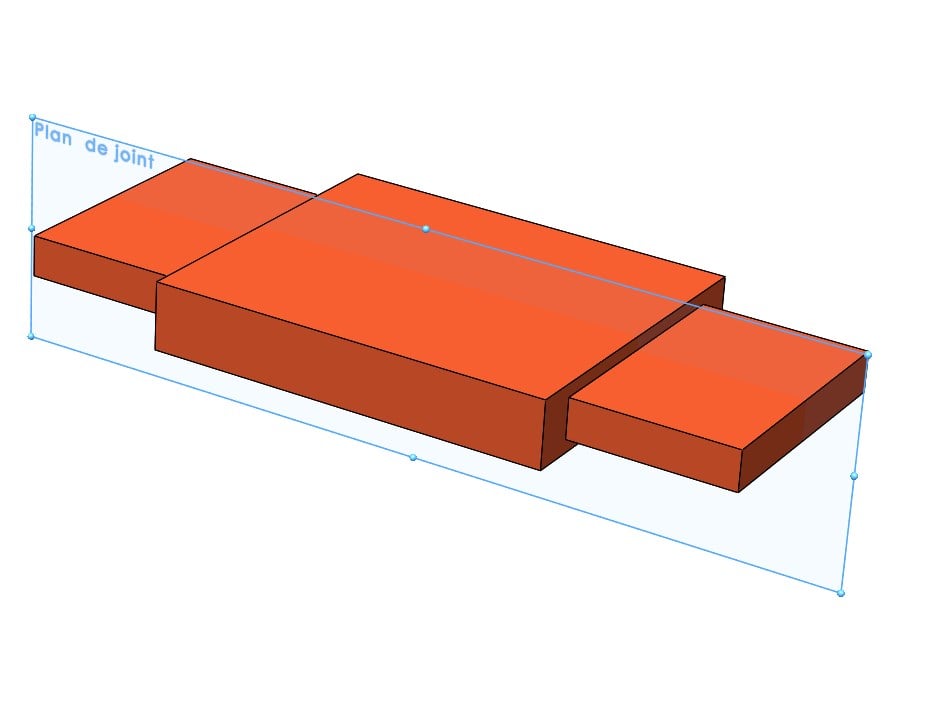
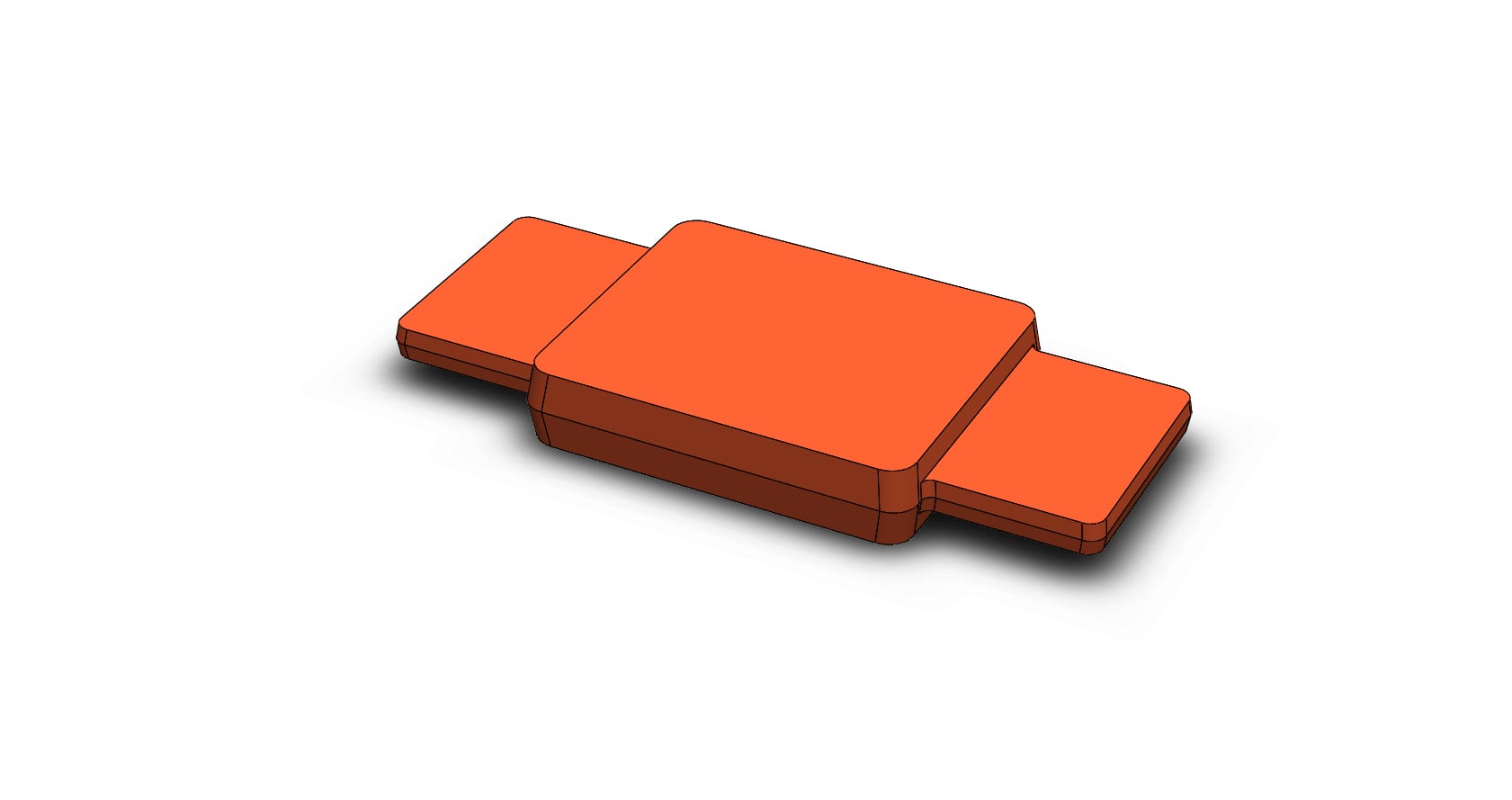
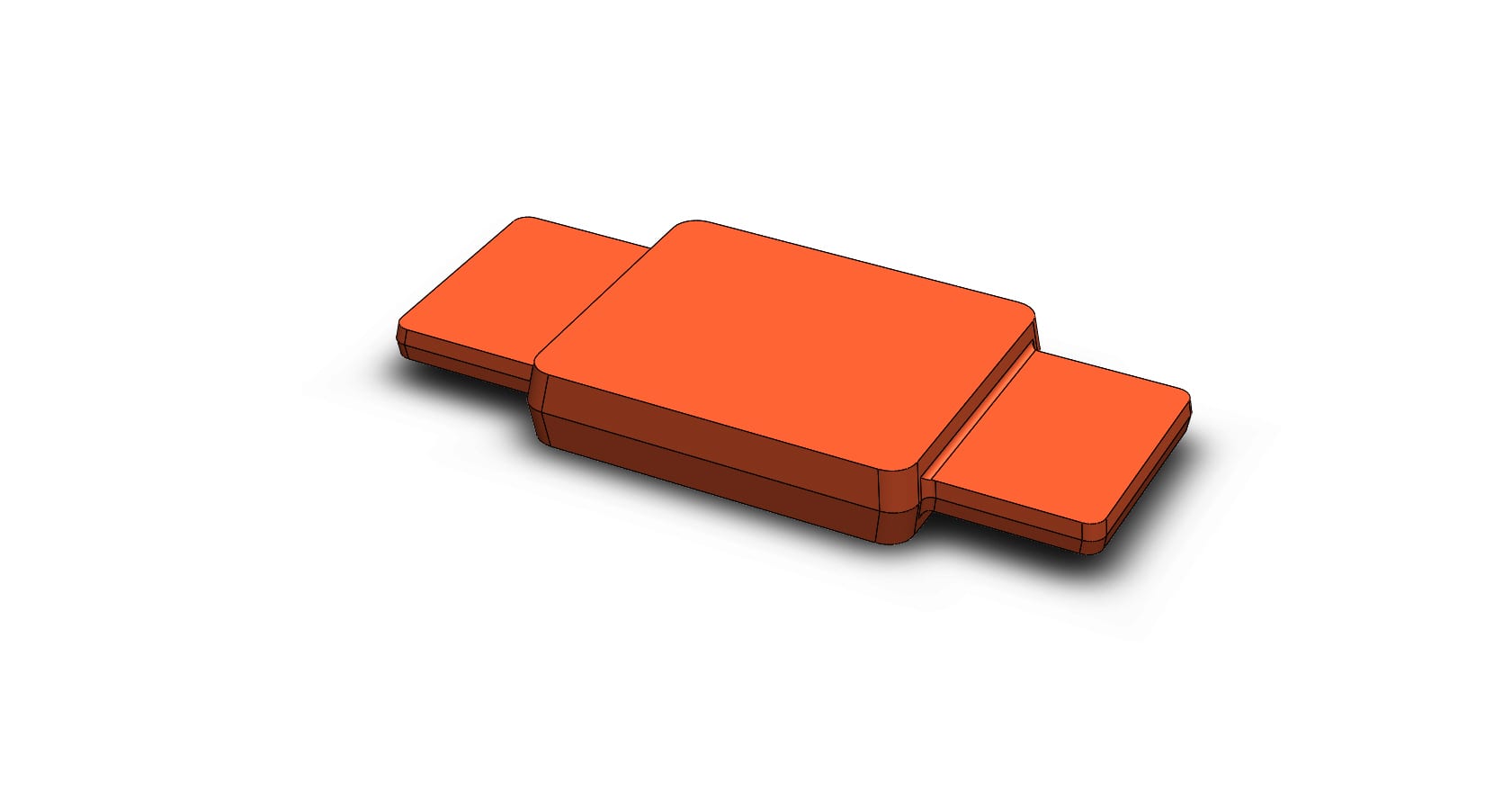
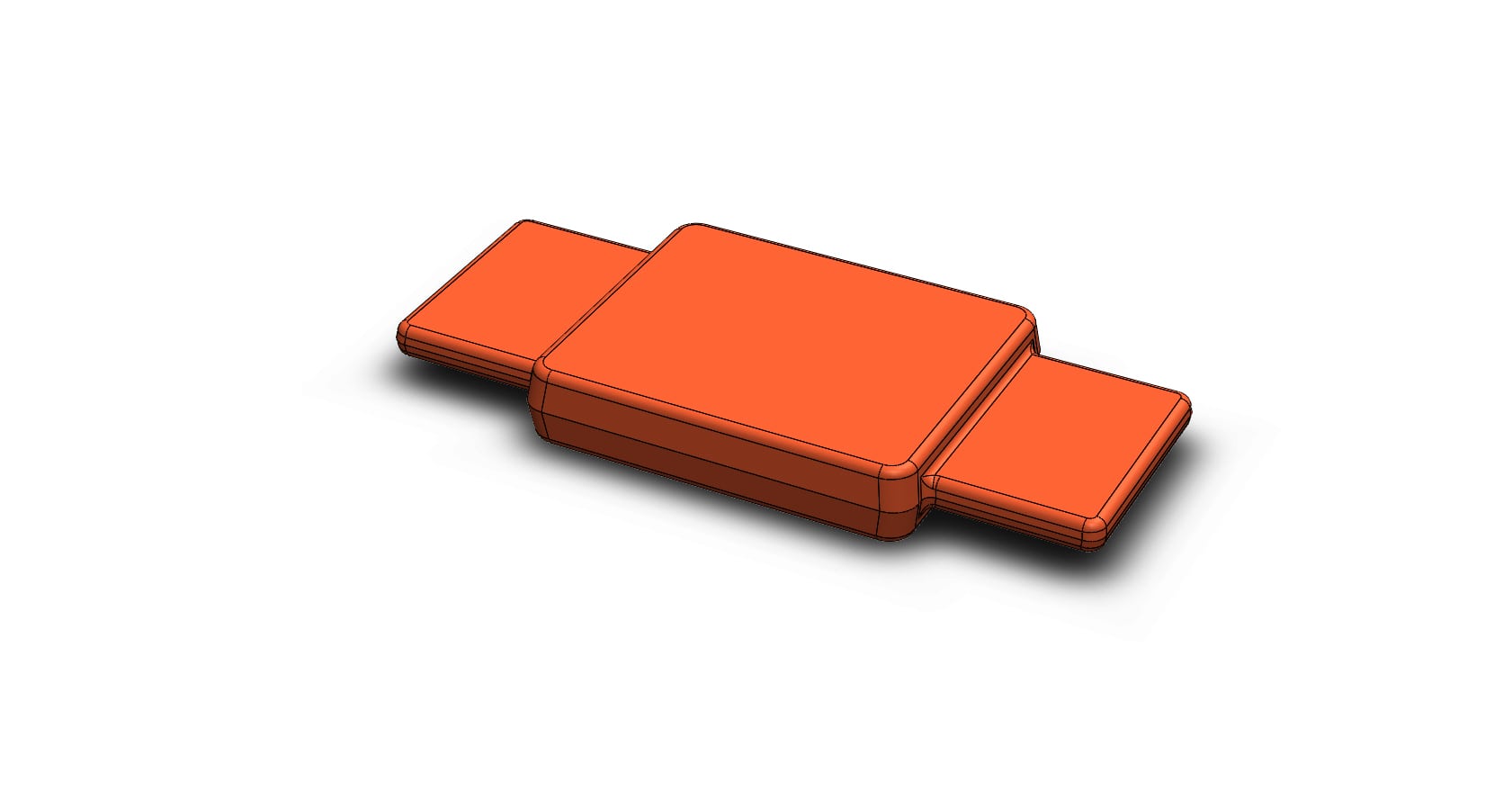
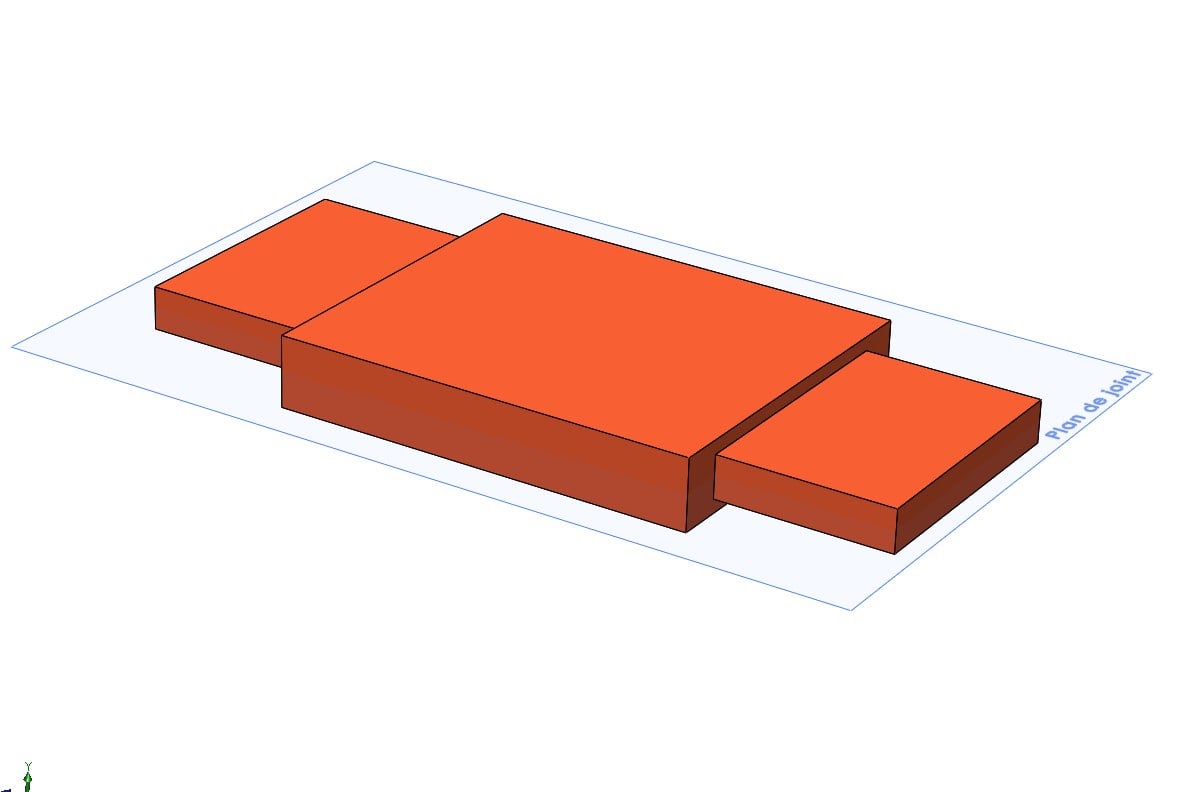 The third joint plane is the most natural and is retained if the application of the draft does not detract from the functionality of the part. From this plane of joint will leave the remains (Slopes relative to the opening axis) Which allow the part to be extracted from the tooling without being deformed. PTo prevent tool wear, shape rays have to be applied to the workpiece which will reduce the pressure tensions in the corners. These rays have a very important influence on the appearance of the cracks in the mold cavities during production.
The third joint plane is the most natural and is retained if the application of the draft does not detract from the functionality of the part. From this plane of joint will leave the remains (Slopes relative to the opening axis) Which allow the part to be extracted from the tooling without being deformed. PTo prevent tool wear, shape rays have to be applied to the workpiece which will reduce the pressure tensions in the corners. These rays have a very important influence on the appearance of the cracks in the mold cavities during production.
The process here:
| Production type | Normal draft | Minimum draft | Minimum radius |
| High pressure brass die casting | 1°30 to 2° | 1° | R2 |
| High pressure aluminium die casting | 1°30 | 1° (0°3 localy) | R1 |
| High pressure zamak die casting | 1°30 | 1° (0°3 localy) | R0.5 |
| High pressure aluminium die casting | 1°30 | 1° Pce mince | R1 |
| Aluminium gravity die casting ? | 2°30 à 5° | 2° Pce mass | R3 |
| Hot forging brass | 1°30 à 3° | 1° localy | R1 |
| Hot forging copper | 1°30 à 3° | 1° localy | R1.5 |
| Hot forging aluminium | 1°30 to 3° | 1° localy | R2 |
| Hot forging bronze | 1°30 to 3° | 1° localy | R1.5 |