Gravity Die-Casting

The gravity die casting process consists of pouring a molten alloy with a ladle into a metal cavity that naturally solidifies to form a part.
- This transformation process allows the reproduction of complex shaped parts with medium thin walls.
- Shell castings require extensive finishing which includes a series of operations such as sawing of the die and pockets, grinding of the parting line, and in some cases heat treatment.
- It is a fast and economical casting process for the production of small and medium series of light alloy parts.
- One of the main advantages is the high repeatability and tool life.
- For the casting of mechanically highly stressed parts, a heat treatable alloy can be chosen.
- Precision in the dimensions of the parts.
- Simplification and reduction of machining.
- The possibility of using sand cores to make cavities in the parts. The sand cores included in the part will be broken by vibration and eliminated, freeing the cavity in the part.
- Improved mechanical properties compared to sand casting. These improvements are due to the faster cooling of the alloy cast against the metal walls of the mold.
- Tooling costs are reduced because unlike die casting, complex molds do not need to be perfectly closed.
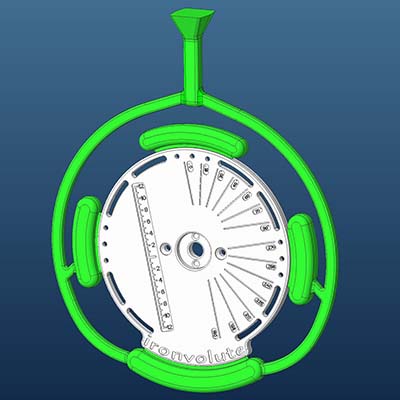
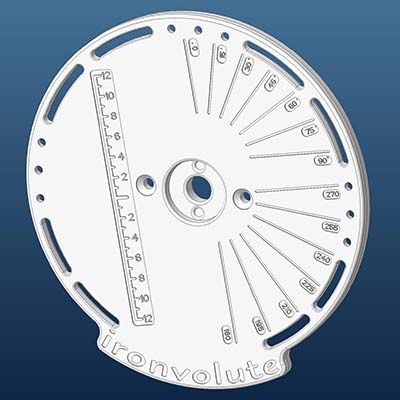
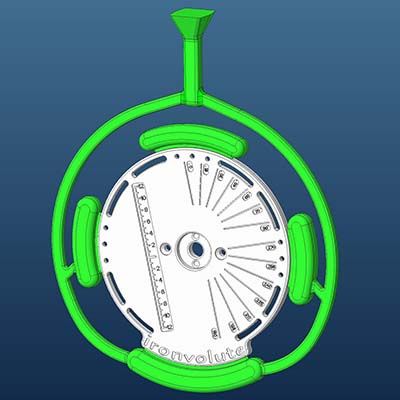
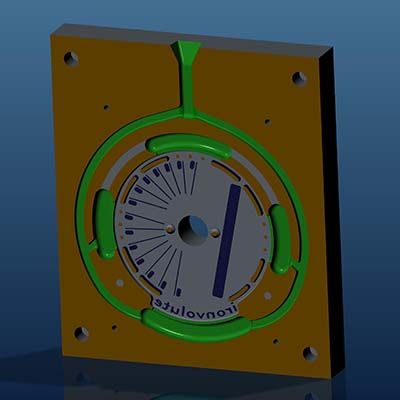
Here is the example of an aluminum part of diameter 380mm of 3 kg which weighs with its power supply and its pockets of compensation (of green color) more than 5.5 kg.
The metal alloys used in gravity die casting are the following: