Vergleich der Technologien
Vergleich des Druckgusses, des Kokillengusses und des Heiß-Gesenkschmiedens
Diese drei Techniken sind komplementär und erlauben es, den Anforderungen unserer Kunden besser gerecht zu werden. So ermöglicht der Druckguss es – nachdem das Metall flüssig gemacht wurde – dieses unter starkem Druck in eine Form aus Stahl zu spritzen. Auf diese Weise erhält man Teile, welche sehr sorgfältig ausgearbeitet werden können und die nur eine geringe Dicke bzw. Wandstärke aufweisen. Dieser Vorgang begrenzt oft die Bearbeitungs- und Fertigungsschritte der Teile. 
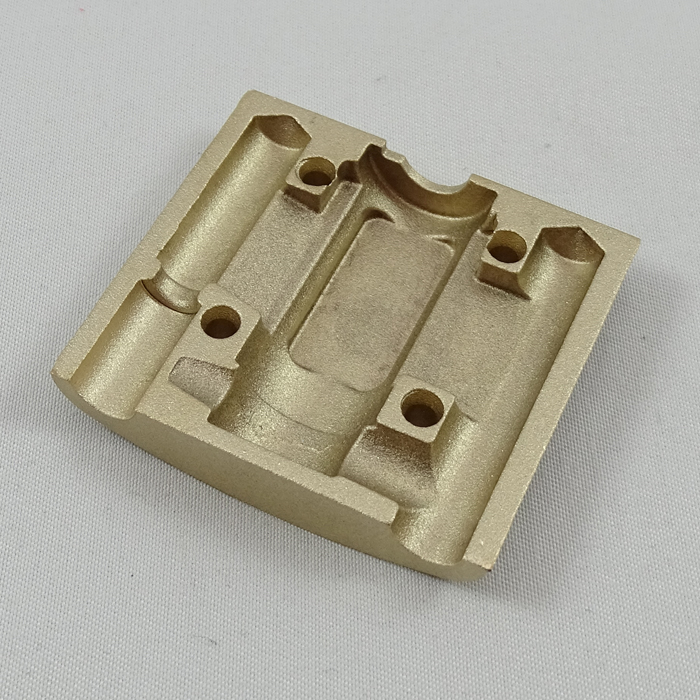
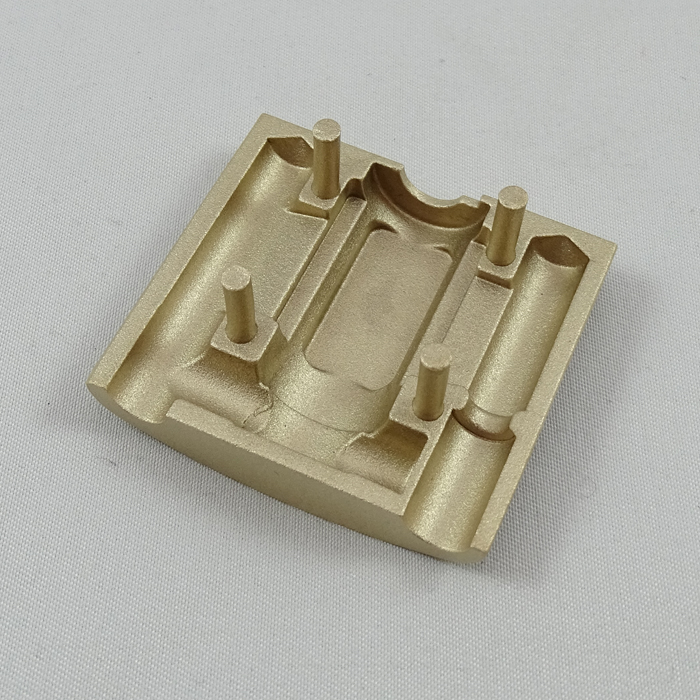
Beim Kokillenguss wird das flüssige Metall lediglich durch Schwerkraft in die Form gegossen. Das hat zur Folge, dass die Teile nicht so ausgearbeitet sind wie beim Druckgussverfahren und dass sie im Allgemeinen eine größere Wandstärke haben. Einige technische Legierungen können nicht im Druckgussverfahren bearbeitet werden, daher ist der Kokillenguss von großem Interesse. 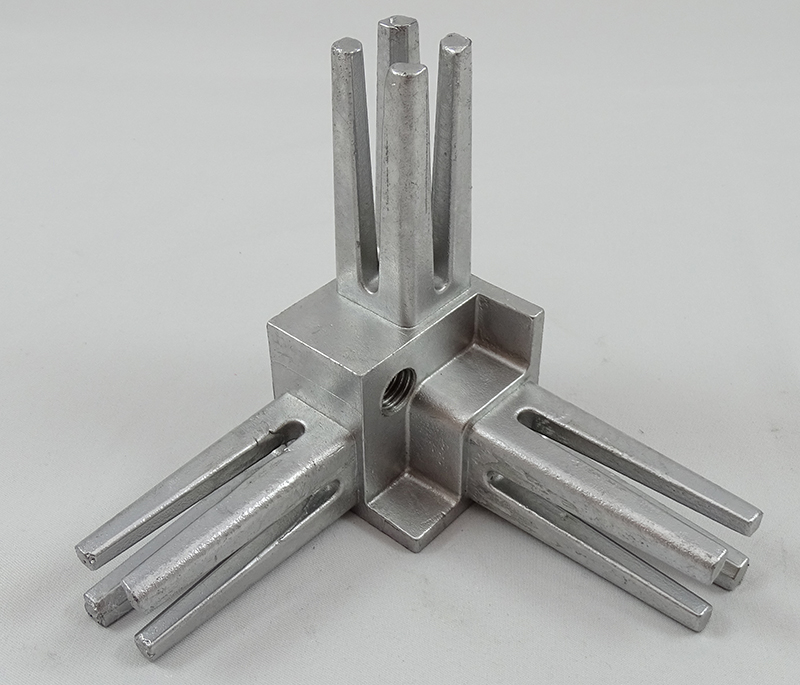
Das Heiß-Gesenkschmieden besteht darin, dass das Material erhitzt wird, um „weich“ zu werden, wobei es jedoch gleichzeitig fest bleibt und durch einen brutalen Schock in einem Werkzeug aus Stahl umgeformt wird. Dadurch hat das Teil einen Grat. Dieser Grat stellt ein Übergewicht von peripherer Materie dar und wird anschließend durch Stanzen entfernt. Da das Material nicht zum Schmelzen gebracht wird, zerstört diese Technik nicht die originale Faserung des stranggepressten Materials und produziert so widerstandsfähige und dichte Teile ohne Porosität.
Dieser Grat stellt ein Übergewicht von peripherer Materie dar und wird anschließend durch Stanzen entfernt. Da das Material nicht zum Schmelzen gebracht wird, zerstört diese Technik nicht die originale Faserung des stranggepressten Materials und produziert so widerstandsfähige und dichte Teile ohne Porosität.
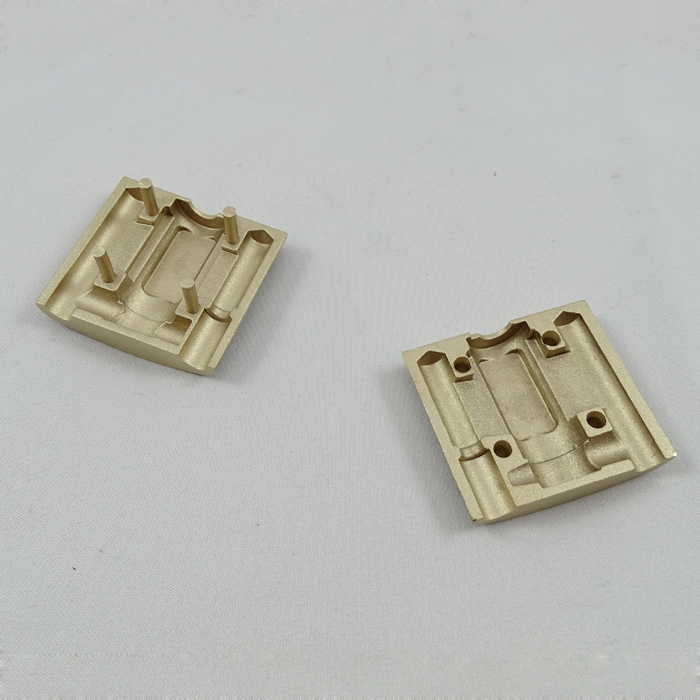
In einigen Fällen ist es möglich, diese beiden Techniken zu vereinen, zum Beispiel um Probeteile mit annähernden Formen herzustellen und diese Probeteile zu matrizieren (schlagen), um sie kaltzuhämmern und auf diese Weise die mechanischen Eigenschaften des fertigen Teils zu verbessern.
| Eigenschaften | Druckguss | Kokillenguss |
Gesenkschmieden |
| Rentabilitätsschwelle | 5 000 à 10 000 pièces | 100 à 1 000 pièces | 500 à 2 000 pièces |
| Werkzeugkosten | Wichtig | Mittel | Mittel |
| Typ der Form | Sehr ausgearbeitet | Mäßig ausgearbeitet | Mäßig ausgearbeitet |
| Dicke der Teile | Teile können bis 1 mm dick sein | Teile können dicker als 3 mm sein | Eher massive Teile |
| Probeteil | Nichts | Nichts | Manchmal obligatorisch |
| Umspritzen | Möglich | Möglich | Néant |
| Mechanischer Widerstand | Durchschnitt | Ausgezeichnet nach Härtung | Ausgezeichnet |
| Struktur der Materie | Kann Porosität enthalten | Kann Porosität enthalten | Keine Porosität |
| Dichtheit | Durchschnitt | Gut | Très bonne |
| Zustand der Oberflächen | Durchschnitt/ Bon | Durchschnitt | Gut / Sehr gut |
| Härte | Harte oxydierte Schicht | Harte oxydierte Schicht | Eignung zur Nachbearbeitung in Kalt-Kalibrierung |
| Eignung zum Polieren | Durchschnitt | Durchschnitt | Gut |
| Eignung zur Bearbeitung | Durchschnitt | Durchschnitt | Gut |
| Produktion | Multi-Abdrücke | Multi-Abdrücke | Oft Mono-Abdruck |
| Begrenzte | Fertigung | Durchschnitt | Wichtig |
| Typ der Materie | Aluminium, Messing, Bronze, Zamak | Aluminium, Messing, Bronze, Kupfer-Aluminium-Legierung | Aluminium, Messing, Bronze, Cuivre, CuCr, CuTe, Kupfer-Legierung, Titan |
| Legierungen | Druckguss Aluminium | Gesenkschmieden Aluminium | Kokillenguss Aluminium | Druckguss Messing | Gesenkschmieden Messing | Gesenkschmieden Kopfer | Druckguss Zamak |
| Norm und Art der Legierung | EN AC-46000 AS9U3 |
EN 2017A AU4G |
EN AC-42200 AS7G06 |
EN 1982 60/40 |
EN 12165 CuZn39Pb2 |
EN 12165 CuA1 |
EN 10774 Zamak5 |
| Dichte | 2.75 | 2.79 | 2.67 | 8.4 | 8.4 | 8.9 | 6.7 |
| Technologie | Druckguss | Gesenkschmieden | Schalen und gravitations | Gießerei | Gesenkschmieden | Gesenkschmieden | Druckguss |
| Eigenschaften | Légèreté et résistance formes complexes | Légèreté et résistance | Formes complexité moyenne et résistance | Résistance | Résistance et étanchéité | Conduction électrique | Résistance forme complexes |
| Durchschnittlicher Preis pro kg* | 2 €/Kg | 4 €/Kg | 2.75 €/Kg | 5.25 €/Kg | 5 €/Kg | 6 €/Kg | 2.10 €/Kg |
| Durchschnittlicher Preis pro Liter* * | 7.25 €/L | 13.50 €/L | 10.50 €/L | 52.50 €/L | 46.75 €/L | 56.50 €/L | 19 €/L |
| Eignung zum Recycling | Excellent | Sehr gut | Excellent | Sehr gut | Sehr gut | Sehr gut | Mittel |
| Zustand bei Empfang | Barren | streckte bar | Barren | Barren | streckte bar | streckte bar | Barren |
| Temperatur der Transformation | 700°C | 500°C | 700°C | 1050°C | 750°C | 800°C | 430°C |
| Legierungen | Druckguss Aluminium | Gesenkschmieden Aluminium | Kokillenguss Aluminium | Druckguss Messing | Gesenkschmieden Messing | Gesenkschmieden Kupfer | Druckguss Zamak |
| Eignung zur Umformung | Gut | Mittel | Gut | Gut | Gut | Mittel | Sehr gut |
| Minimaler mechanischer Widerstand | 240 Mpa | 390 Mpa | 320 Mpa | 350 Mpa | 350 Mpa | 200 Mpa | 331 Mpa |
| Conductivité électrique |
15% IACS | 34% IACS | 23% IACS | - | 27% IACS | 100% IACS | 26% IACS |
| Wärmebeständigkeit |
Gut | Gut | Gut | Gut | Gut | Mittel | Niedrig |
| Oberflächliche Härtung |
Nein | Nein | - | Nein | Nein | Ja | Nein |
| Eignung zur Bearbeitung |
Gut | Gut | Gut | Gut | Gut | Mittel | Gut |
| Reibungsfähigkeit |
Mittel | Mittel | - | Gut | Gut | - | - |
| Eignung zum Nieten |
Mittel | schlecht | Mittel | Mittel | Mittel | Sehr Gut | Sehr Gut |
| Schweißen - Löten |
Gut | Gut | - | Gut | Gut | Gut | Gut |
| Thermische Behandlung | Nein | Ja | Ja | Nein | Nein | Nein | Nein |
| Langlebigkeit der Werkzeuge | Durchschnitt | Durchschnitt | Durchschnitt | niedrig | Durchschnitt | Durchschnitt | sehr lange |
FSP = Druckguss // FCG = Kokillenguss // CuTe = Kupfer mit Tellur // CuCr = Kupfer mit Chrom