Die Konzeption
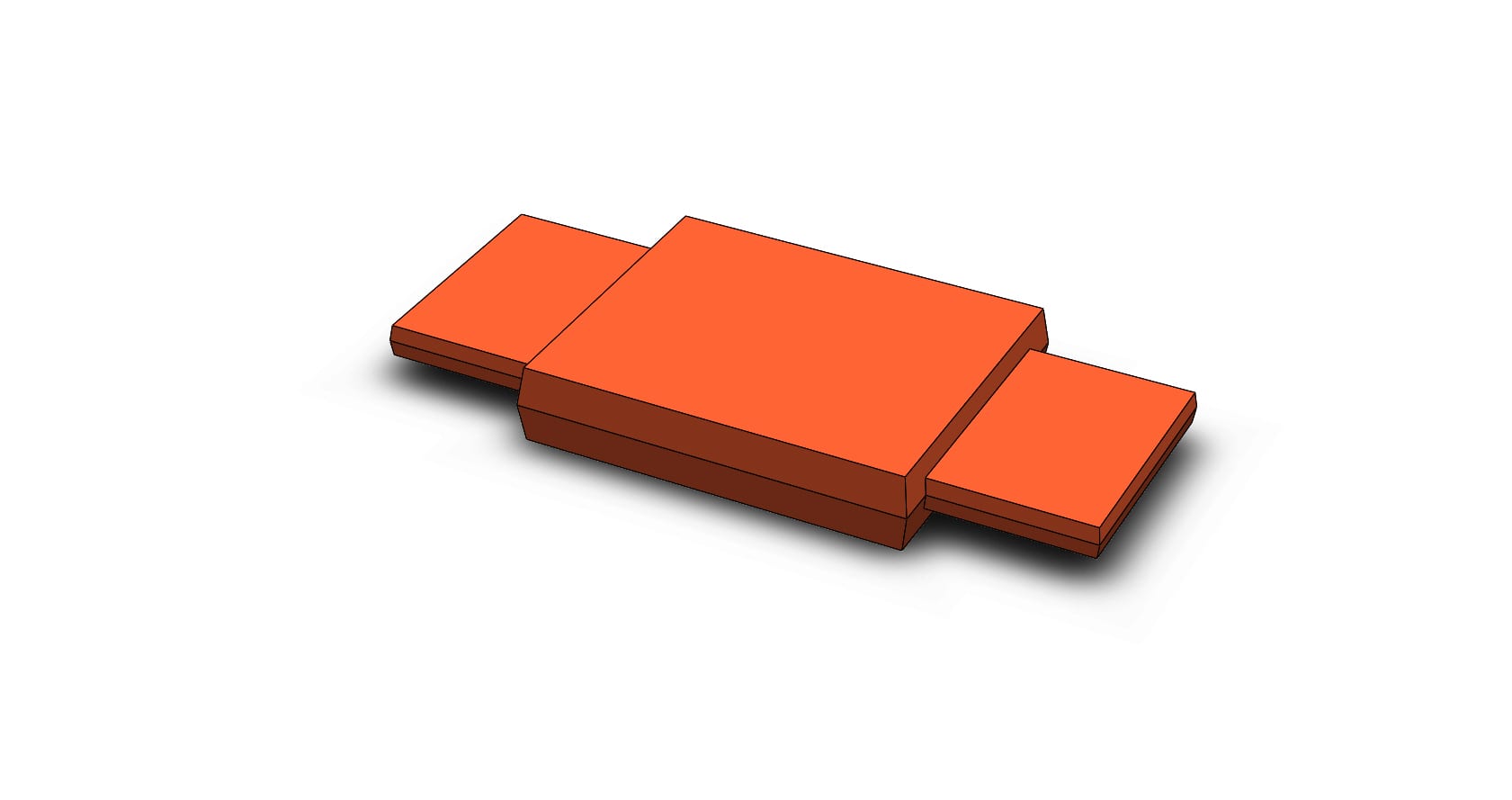
Die Konzipierung eines Teils, welches mittels der Technologien der Gießerei und des Gesenkschmiedens hergestellt wird, muss von Anfang an die Obliegenheiten des Produktionsverfahrens in Betracht ziehen. Derjenige, der sich um die Konzeption kümmert, sollte sehr vorausschauend arbeiten, um das Projekt so gut wie möglich in Angriff zu nehmen. Man sollte dabei nicht vergessen, dass das Ziel einer guten Studie die Herstellung eines möglichst wettbewerbsfähigen Teiles ist. Stellen wir uns nun das folgende zu konzipierende Teil vor. Ein Werkzeug besteht immer aus mindestens zwei Teilen. Die Verbindungsfläche zwischen den beiden Teilen definiert die Verbindungsebene des Teils. Im Allgemeinen befindet sich die Verbindungsebene am breitesten und am flachsten Ende des jeweiligen Teils. Anders ausgedrückt, ist die Form des Teils eher flach liegend als aufrecht stehend in seiner Verbindungsebene.
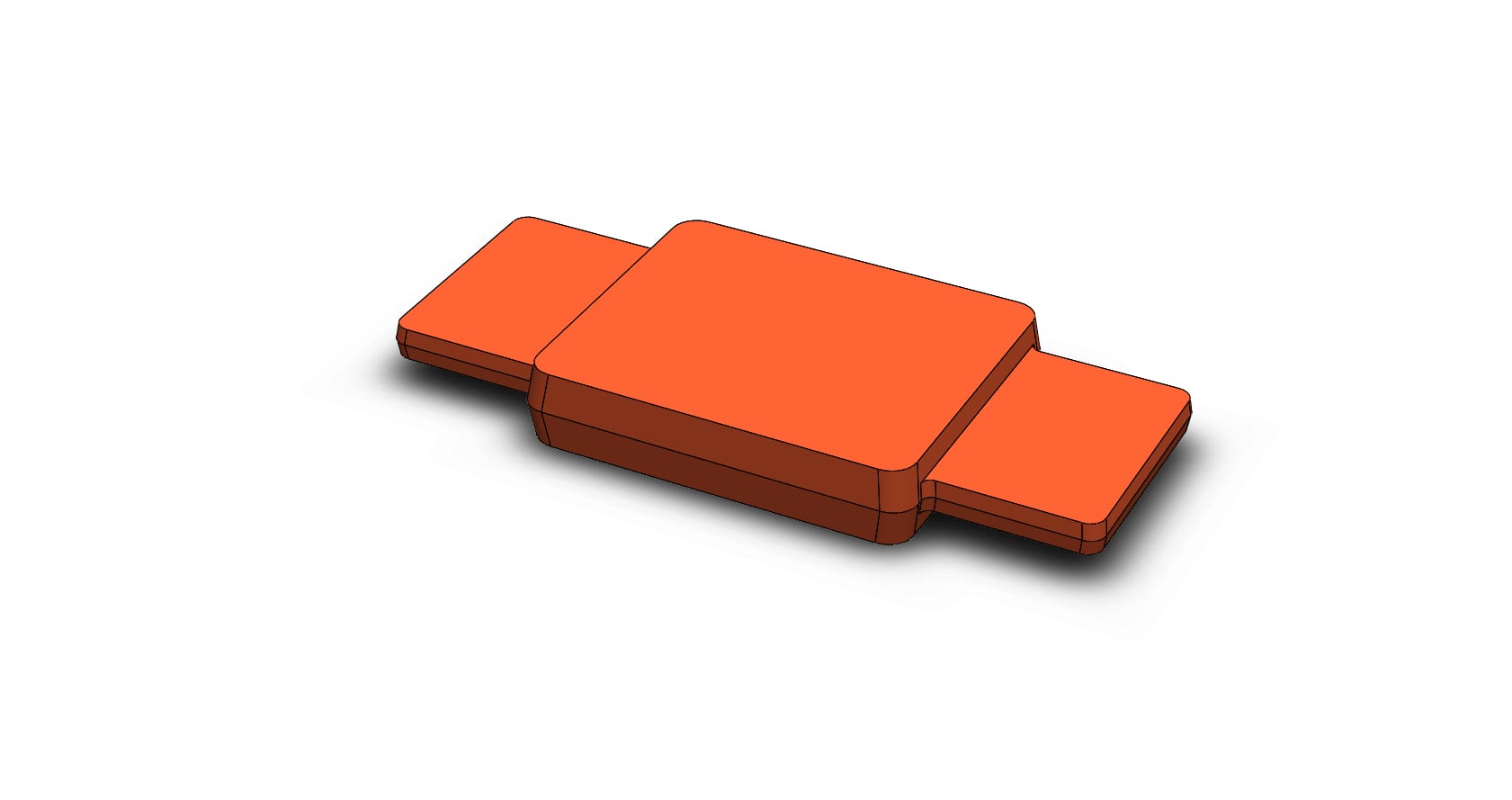
Ein Werkzeug besteht immer aus mindestens zwei Teilen. Die Verbindungsfläche zwischen den beiden Teilen definiert die Verbindungsebene des Teils. Im Allgemeinen befindet sich die Verbindungsebene am breitesten und am flachsten Ende des jeweiligen Teils. Anders ausgedrückt, ist die Form des Teils eher flach liegend als aufrecht stehend in seiner Verbindungsebene.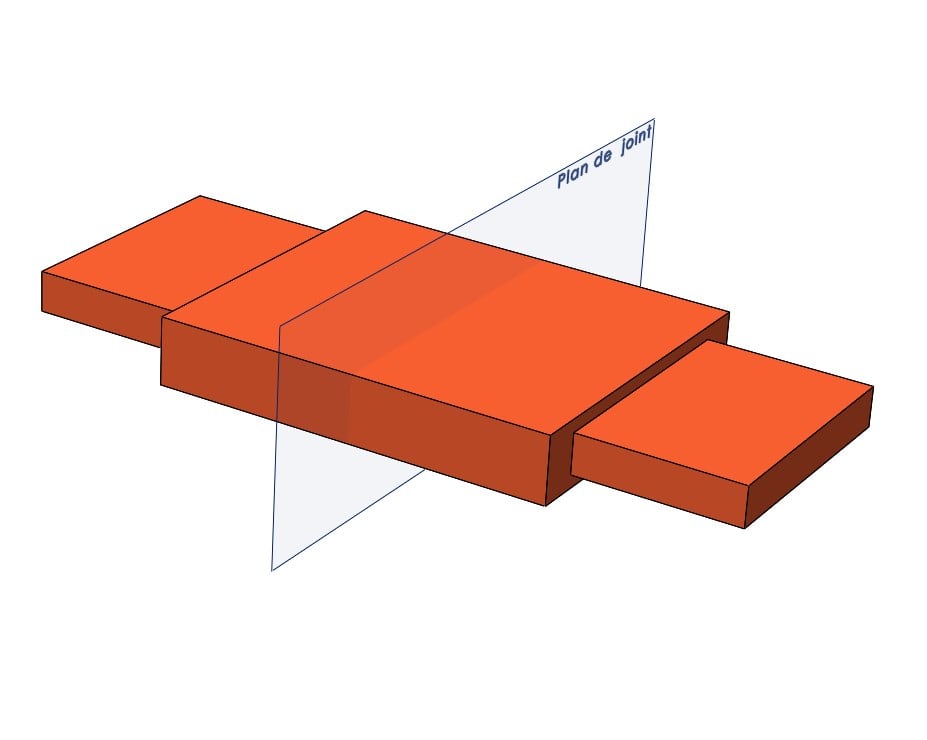
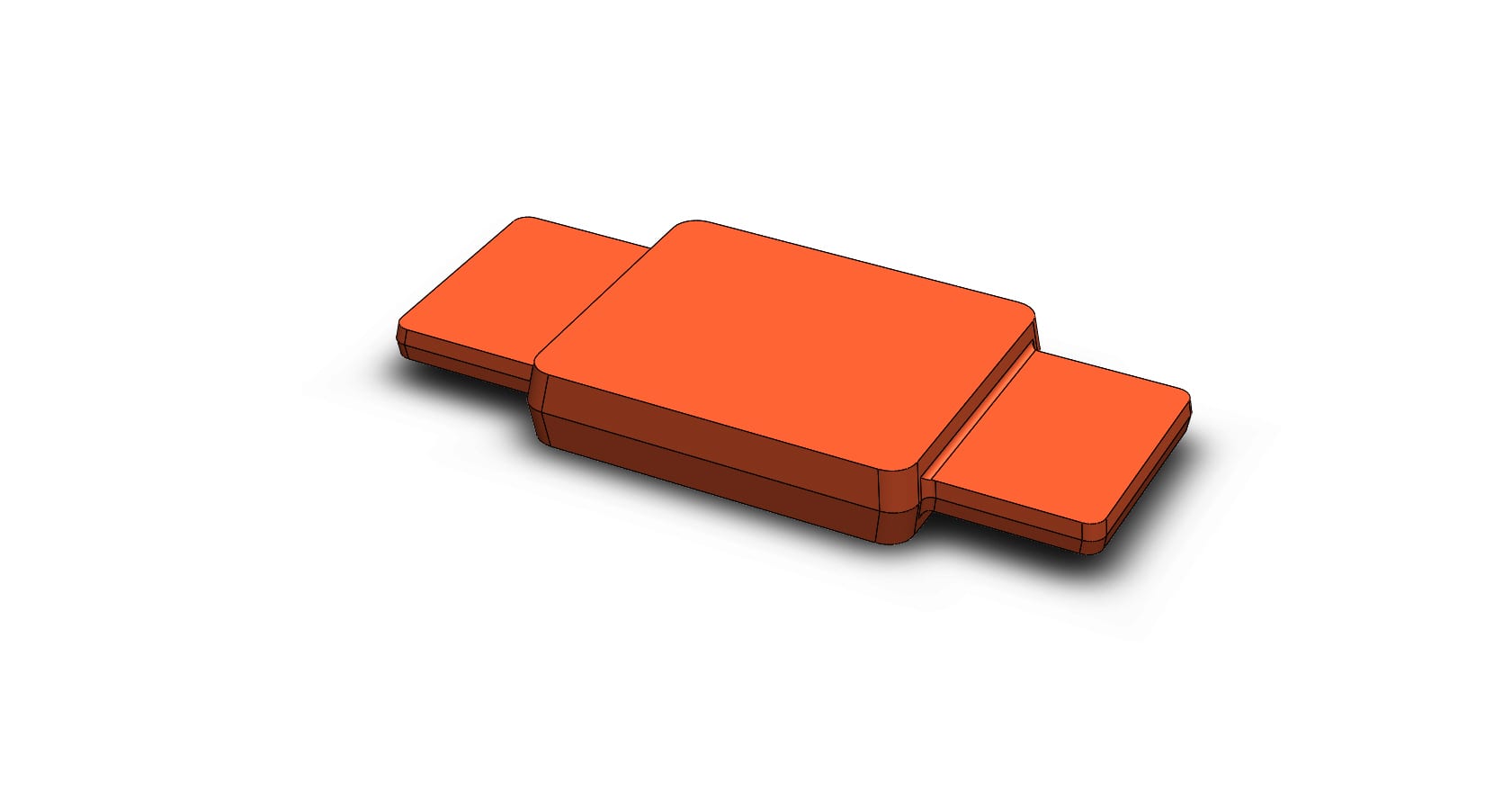
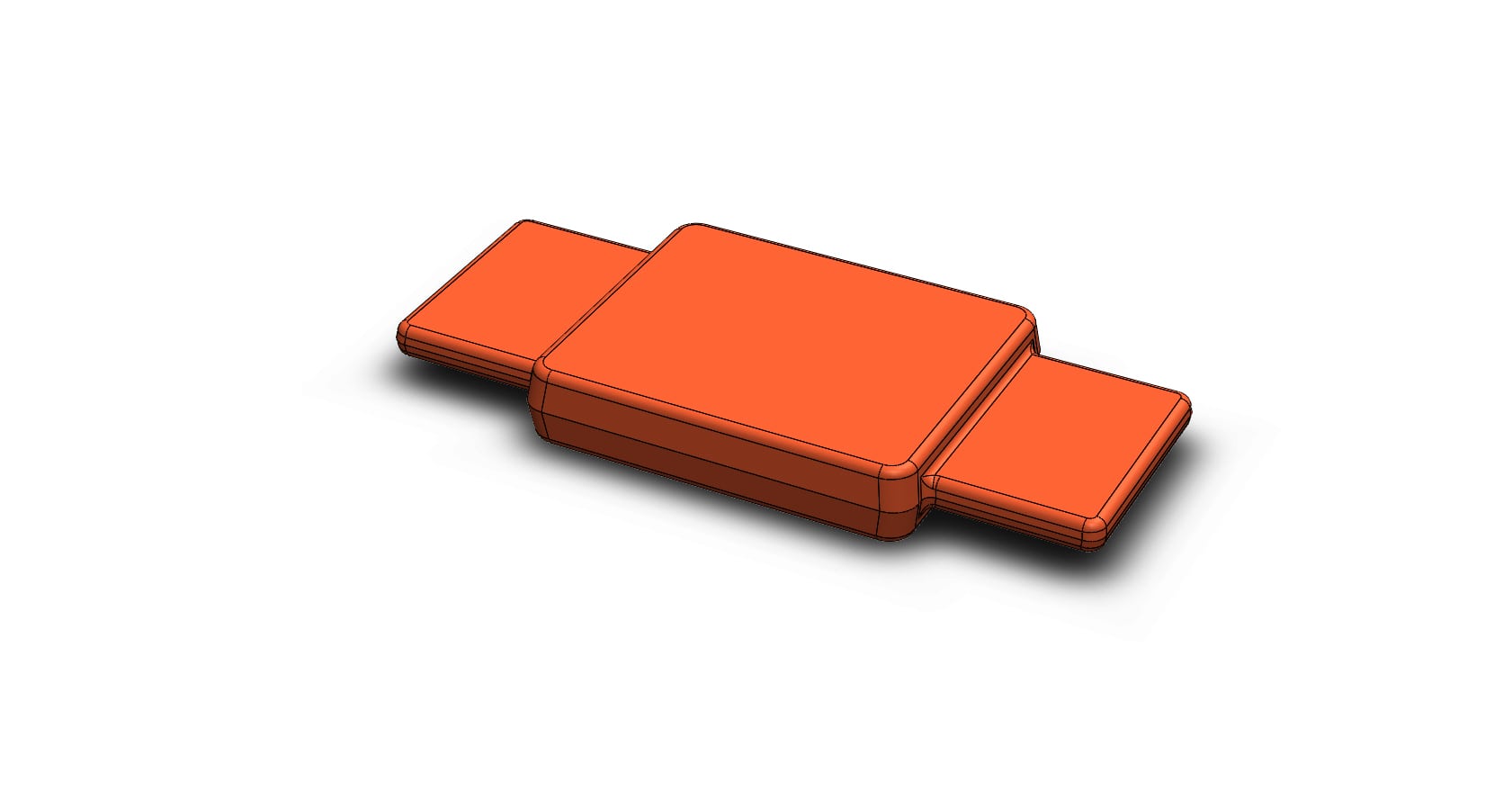
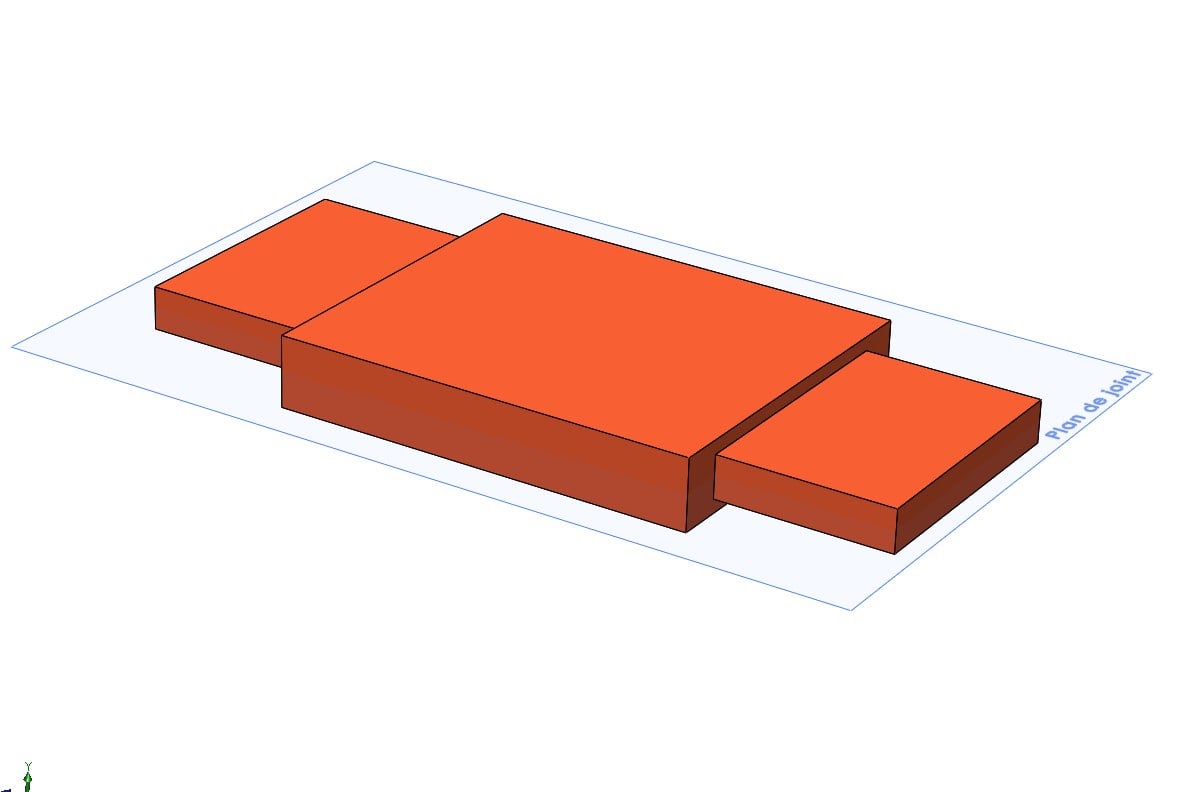 Die dritte Verbindungsebene ist die natürlichste und wird verwendet, wenn die Applizierung des Überzugs der Funktionalität des Teils nicht schaden kann. Von dieser Verbindungsebene aus werden die Überzüge (Neigung in Bezug auf die Öffnungsachse) ausgehen. Dadurch können die Teile ohne Deformierung aus dem Werkzeug entfernt werden. Um der Abnutzung der Werkzeuge vorzubeugen, sollten Formstrahlen angewandt werden, welche die Druckspannung in den Winkeln vermindern. Diese Strahlen haben einen wichtigen Einfluss auf das Erscheinen von Rissen in den Formkavitäten im Verlauf der Herstellung.
Die dritte Verbindungsebene ist die natürlichste und wird verwendet, wenn die Applizierung des Überzugs der Funktionalität des Teils nicht schaden kann. Von dieser Verbindungsebene aus werden die Überzüge (Neigung in Bezug auf die Öffnungsachse) ausgehen. Dadurch können die Teile ohne Deformierung aus dem Werkzeug entfernt werden. Um der Abnutzung der Werkzeuge vorzubeugen, sollten Formstrahlen angewandt werden, welche die Druckspannung in den Winkeln vermindern. Diese Strahlen haben einen wichtigen Einfluss auf das Erscheinen von Rissen in den Formkavitäten im Verlauf der Herstellung.
Hier der Verlauf :
| Produktionstyp | Normaler Überzug | Minimaler Überzug | Ministrahl |
| Messing Druckguss | 1°30 à 2° | 1° | R2 |
| Aluminium Druckguss | 1°30 | 1° (0°3 Örtlich) | R1 |
| Zamak Druckguss | 1°30 | 1° (0°3 Örtlich) | R0.5 |
| Aluminium Kokillenguss | 1°30 | 1° Schmales Teil | R1 |
| Aluminium Kokillenguss | 1°30 | 1° Pce massique | R3 |
| Messing Gesenkschmieden | 1°30 bis 3° | 1° Örtlich | R1 |
| Kupfer Gesenkschmieden | 1°30 bis 3° | 1° Örtlich | R1.5 |
| Aluminium Gesenkschmieden | 1°30 bis 3° | 1° Örtlich | R2 |
| Messing Gesenkschmieden | 1°30 bis 3° | 1° Örtlich | R1.5 |